قبل از پرداختن به اموزش جی کد نویسی cnc کارن سی ان سی به معرفی کوتاهی از آن و معرفی کد های ان میردازیم:
اموزش جی کد نویسی cnc چیست؟
G-Code یک زبان برنامهنویسی است که در ماشینهای CNC (کنترل عددی رایانهای) برای هدایت حرکت ابزارها و انجام عملیاتهای مختلف استفاده میشود. این زبان برای اولین بار در دهه 1950 میلادی در آزمایشگاه سروو مکانیزم دانشگاه MIT تعریف شد و بعدها توسط انجمنهای مختلف صنعتی گسترش پیدا کرد. در سال 1960 میلادی نسخهای استاندارد از آن توسط اتحادیه صنایع الکترونیک ایالات متحده منتشر شد و از آن زمان تاکنون در سراسر جهان استفاده میشود.
کاربردهای اصلی G-Code
G-Code برای هدایت حرکت دقیق ابزارها و کنترل اجزای مختلف ماشین CNC استفاده میشود. برخی از این کاربردها عبارتند از:
کنترل حرکت ابزار: حرکت ابزار به نقطه خاص با سرعت بالا، حرکت با پیشروی مشخص روی خط یا مسیر قوسی.
کنترل دستگاههای جانبی: تنظیم اسپیندل، سیستم خنککننده، مکنده براده و …
جبران شعاع ابزار: تنظیم جبران شعاع ابزار برای دقت بیشتر در تراشکاری و برش.
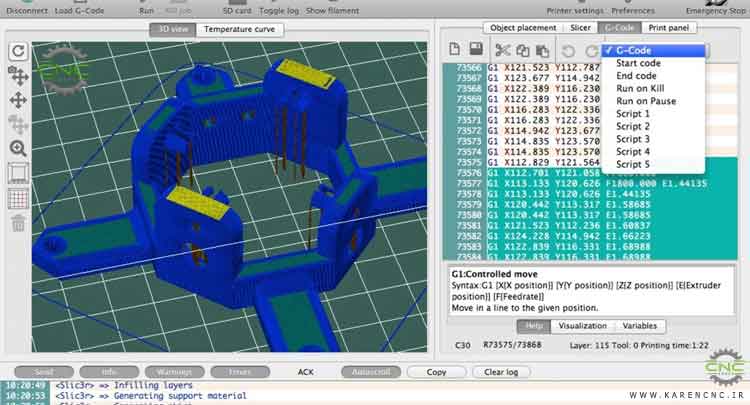
ساختار دستورات G-Code
دستورات G-Code معمولاً با حرف G شروع میشوند و هر کد عملکرد خاصی دارد. در زیر، تعدادی از دستورات معمول G-Code و کاربرد آنها آورده شده است.
- دستورات مربوط به حرکت ابزار:
- G00: جابجایی سریع ابزار به نقطه خاص بدون پیشروی. این دستور برای جابجایی سریع ابزار به محل مورد نظر استفاده میشود.
- G01: حرکت ابزار با پیشروی معین در یک خط مستقیم.
- G02: حرکت ابزار بهصورت قوسی (سمت عقربههای ساعت).
- G03: حرکت ابزار بهصورت قوسی (مخالف عقربههای ساعت).
- G04: دستور مکث برای مدت زمان مشخص در هنگام اجرای برنامه.
- دستورات مربوط به صفحات کاری:
- G16: تعیین صفحه کاری با محورهای آزاد.
- G17: تعیین صفحه کاری X-Y.
- G18: تعیین صفحه کاری X-Z.
- G19: تعیین صفحه کاری Y-Z.
- دستورات جبران شعاع ابزار:
- G40: لغو جبران شعاع ابزار.
- G41: جبران شعاع ابزار از سمت چپ.
- G42: جبران شعاع ابزار از سمت راست.
- دستورات مربوط به موقعیتدهی و نقطه صفر:
- G53: لغو انتقال نقطه صفر.
- G54: تنظیم نقطه صفر اصلی.
- G55: تنظیم نقطه صفر افزایشی.
- G92: تنظیم نقطه صفر قطعه.
اموزش جی کد نویسی cnc
- دستورات مربوط به سیستمهای اندازهگیری:
- G70: سیستم اندازهگیری اینچی.
- G71: سیستم اندازهگیری متری.
- دستورات کنترل پیشروی:
- G94: پیشروی بهصورت میلیمتر در دقیقه برای فرزکاری.
- G95: پیشروی بهصورت دور در دقیقه برای فرزکاری.
- دستورات جدیدی که اضافه شدهاند:
- G60: توقف دقیق
- G64: مسیر پیوسته و بدون توقف کامل
در اموزش جی کد نویسی cnc دستورات G05 تا G15 در G-Code
دستورات G05 تا G15 معمولاً در سیستمهای CNC پیشرفته و دستگاههای خاص استفاده میشوند و در اکثر کنترلکنندهها به کاربردهای خاصی اشاره دارند.
- G05 – فعال کردن کنترل دقت بالا: این دستور به دستگاه این امکان را میدهد که با دقت بالاتری مسیر حرکت ابزار را در سرعتهای بالا و در شرایط پیچیده کنترل کند.
- G06 – کنترل دقیق مسیر (Exact Stop Mode): این دستور برای حالت توقف دقیق استفاده میشود.
- G07 – کنترل حرکت دورانی (Circular Interpolation): این دستور برای حرکت دورانی با محورهای X و Z بهکار میرود.
- G08 – فعالسازی یا غیرفعالسازی جبران دقت حرکت.
- G09 – دقت حرکت به حالت توقف دقیق (Exact Stop).
- G10 – انتقال دادهها یا تنظیم پارامترها.
- G11 – لغو دستور G10.
- G12 – حرکت قوسی از چپ به راست.
- G13 – حرکت قوسی از راست به چپ.
- G14 – انتقال نقطه صفر افزایشی.
- G15 – لغو دستور G14.
سیکلهای کاری در G-Code
سیکلهای کاری در G-Code برای انجام عملیاتهای خاص مانند سوراخکاری، تراشکاری و پیچبری طراحی شدهاند. این دستورات بهطور خودکار مجموعهای از حرکات ابزار را انجام میدهند.
- G80: کنسل کردن کلیه سیکلها.
- G81: سیکل کاری برای سوراخکاری.
- G82: سیکل کاری برای کفتراشی.
- G83: سیکل کاری برای حفر عمیق یا سوراخکاری.
- G84: سیکل کاری برای پیچبری.
سیستم موقعیتدهی در G-Code
در G-Code، دو نوع سیستم موقعیتدهی داریم:
- G90: سیستم موقعیتدهی مطلق (که موقعیتها نسبت به یک نقطه مرجع ثابت تعریف میشوند).
- G91: سیستم موقعیتدهی افزایشی (که موقعیتها بهصورت افزایشی نسبت به موقعیت قبلی محاسبه میشوند).
دستورهای خاص در G-Code
- G25: حداقل محدوده کاری (بهعنوان نقطه شروع برای ماشینکاری).
- G26: حداکثر محدوده کاری (که ماشینکاری به آن محدود میشود).
در دستورات جانبی M-code در اموزش جی کد نویسی cnc
دستورات M-code برای کنترل عملکردهای جانبی دستگاه مانند سیستمهای خنککننده، اسپیندل، یا سیستمهای کنترل دیگر استفاده میشوند. این دستورات شامل:
- M03: روشن کردن اسپیندل با جهت چرخش مشخص.
- M04: روشن کردن اسپیندل با جهت چرخش معکوس.
- M05: خاموش کردن اسپیندل.
- M08: روشن کردن سیستم خنککننده.
- M09: خاموش کردن سیستم خنککننده.
- M30: پایان برنامه.
نکات مهم در برنامهنویسی G-Code
ترتیب دستورات: معمولاً در یک بلوک برنامه فقط باید یک دستور از هر گروه قرار گیرد (مثلاً یک دستور G و یک دستور M).
دستورات پیشفرض (D-code): برخی از دستورات بهطور خودکار هنگام روشن شدن سیستم فعال میشوند.
دستورات تعویض ابزار و تغییرات عملیات: استفاده از دستورات برای تعویض ابزار یا تغییر عملیاتها در هنگام کار ضروری است.
دورههای آموزشی G-Code و CNC
در حال حاضر، بسیاری از شرکتهای صنعتی و آموزشگاههای تخصصی دورههای آموزش برنامهنویسی G-Code و کار با ماشینآلات CNC را برگزار میکنند. این دورهها به شما کمک میکنند تا بتوانید با استفاده از G-Code، عملیاتهای پیچیده را با دقت و کارایی بیشتر انجام دهید.
نتیجهگیری اموزش جی کد نویسی cnc
برنامهنویسی G-Code یک مهارت ضروری برای کار با ماشینآلات CNC است. با یادگیری این زبان، میتوان عملیاتهای پیچیده را بهطور دقیق و کارآمد انجام داد. آموزش G-Code به شما این امکان را میدهد که در صنعتهای مختلف، از تولید قطعات دقیق تا عملیاتهای پیچیده، بهترین نتایج را بهدست آورید.
شرکت دانش بنیان کارن سی ان سی فعال در زمینه ی تولید انواع ماشین آلات صنعتی ، تصمیم به برگذاری دوره های آموزشی برنامه های طراحی صنعتی و جی کد گیری گرفته است.
برای مشاهده محصولات
کلیک کنید
برای مشاوره و خرید دستگاه با شماره زیر تماس بگیرید:
مهندس سلحشوری

بازتاب: دستگاه تراش cnc - کارن سی ان سی | Karen CNC
سلام و من کد زیر رو اجرا میکنم ولی در خط *** خطای 33 میده و در نهایت دایره صحیحی در خروجی نمیبینم.ممنون میشم راهنمایی کنید.
S1000
G1F5
G17 G21 G91
G1 X0. Y0.
M3
G2 X10 Y10 I10 J0. F5
G2 X20 Y0. I0 J-10 F5**
G2 X10 Y-10 I-10 J0 F5**
G2 X0 Y0 I0 J10
M5
سلام و عرض ادب
کنترلر دستگاتون چیه ؟
09120452250 تماس بگیرید راهنمایتون کنم
سلام
چگونه دور اسپیندل را در پیشروی غیر فعال کنم
سلام لطفا تماس بگیرید راهنمایی کنم
09120452250
بازتاب: قابلیت های نرم افزار پاورمیل Powermill
بازتاب: جی کد cnc چیست؟ - کارن سی ان سی | Karen CNC
سلام خسته نباشید
تو مچ تری برای تراش چطور میتونیم تنظیم کنیم اجرای مجدد کد نیاز به استارت نداشته باشه و بصورت پیوسته یه کد اجرا بشه
برای سری تراشی میخوام
سلام وقت بخیر با کد های m98 و m99 باید حلقه ایجاد کنید ولی ایمن نیست توصیه نمیشه شما کد m30 بزارید برگرده اول خط یه دکمه استارت بزنید بهتره به نظرم
این کد سادس برای تکرار 5 بار
O0001 ; برنامه اصلی
G0 X0 Y0 Z10 ; حرکت به نقطه شروع
M98 P1000 L5 ; اجرای زیربرنامه 1000 به تعداد 5 بار
M30 ; پایان برنامه اصلی
O1000 ; زیربرنامه 1000
G0 Z5 ; حرکت به بالای قطعه کار
G1 Z-5 F100 ; حفر سوراخ
G0 Z10 ; حرکت به بالای قطعه کار
M99 ; پایان زیربرنامه و بازگشت به برنامه اصلی
سلام وقتتون بخیر من یک کنترلر دو محور رادونیکس دارم و میخام نقطه صفر و نقطه پارک رو براش تعریف کنم میشه لطفا راهنمایی کنید
سلام وقت بخیر
09120452250
واتساپ پیام بدید
با سلام من تازه شروع به کار کردم جی کد ها راستش برام سخته حفظ کردنشون مبتدی مبتدی هستم خیلی علاقه زود تر حرفه ای بشم و بتونم تنها کار کنم اگه میشه منو یکم با این کار اشنا کنید
سلام وقت بخیر
هر کاری سختی خودشو داره عزیز
سوالی داشتید تماس بگیرید
موفق باشید